Masukkan Pendingin Sirip
Spesifikasi Produk Meskipun sejenis heat sink pemanas air, heat sink sirip sisipan berbeda dari pemanas air lainnya dalam produksi dan tampilan. Heat sink pemanas air tradisional diproduksi dalam kombinasi, sedangkan heat sink sirip sisipan diproduksi dengan cara lain. ZP Pendingin-...

- perkenalan produk
Spesifikasi produk
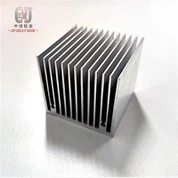
Insert fin heat sink merupakan alat pembuangan panas yang memegang peranan penting pada perangkat elektronik. Terdiri dari alas logam dan serangkaian sirip logam yang tertanam di alasnya. Basis dengan kinerja termal yang baik biasanya terbuat dari tembaga, aluminium atau paduan tembaga.
Prinsip kerjanya adalah meningkatkan efek pembuangan panas dengan meningkatkan luas permukaan. Sirip logam berperan dalam difusi, sehingga panas dapat berpindah dari perangkat elektronik ke lingkungan sekitar lebih cepat. Desain sirip biasanya menggunakan prinsip bilangan Ruili untuk meningkatkan luas perpindahan panas dan mengeluarkan panas melalui metode aliran dan radiasi.
Heat sink sirip sisipan ini memiliki berbagai bentuk dan ukuran yang berbeda-beda. Anda dapat menyesuaikannya sesuai dengan kebutuhan pembuangan panas spesifik. Ini banyak digunakan di berbagai perangkat elektronik, seperti kartu grafis komputer, radiator CPU, lampu LED, dan modul daya untuk memastikan bahwa perangkat tersebut mempertahankan suhu yang lebih rendah dalam pekerjaan jangka panjang dan meningkatkan kinerja dan keandalan peralatan elektronik.
Detail Dokumen




Fitur
1. Struktur kompak, ukuran kecil, ringan, pemasangan mudah;
2. Efisiensi pembuangan panas yang tinggi, yang secara efektif dapat mentransfer panas dari sumber panas ke udara;
3. Ukuran dan bentuk yang berbeda dapat disesuaikan sesuai dengan kebutuhan pelanggan;
Teknologi
1. Untuk cetakan dengan kepadatan gigi tinggi dan rasio lidah yang besar, batang aluminium pertama harus berupa batang aluminium pendek atau batang aluminium murni berukuran 150-200mm;
2. Sebelum pencetakan percobaan, pusat ekstrusi, poros ekstrusi, silinder pengisian dan outlet cetakan harus disesuaikan agar berada pada garis tengah yang sama;
3. Selama pencetakan percobaan dan produksi normal, suhu pemanasan batang aluminium harus dijaga antara 480-520 derajat;
4. Suhu pemanasan cetakan dikontrol sekitar 480 derajat sesuai dengan suhu cetakan konvensional. Waktu insulasi cetakan datar dengan diameter kurang dari 200 mm tidak boleh kurang dari 2 jam, dan waktu insulasi cetakan belah harus lebih dari 3 jam. Waktu insulasi cetakan dengan diameter lebih dari 200mm harus 4-6 jam untuk memastikan keseragaman suhu inti dan suhu luar cetakan;
5. Sebelum uji coba pencetakan atau produksi, silinder pengisi daya harus dibersihkan dengan bantalan silinder yang bersih, dan pengoperasian ekstruder yang kosong harus diperiksa;
6. Saat uji coba pencetakan atau baru memulai produksi, roda gigi otomatis ekstruder dimatikan dan semua sakelar disetel ulang ke nol. Mulai dari tekanan minimum, saluran keluar sekitar 3-5 menit, dan proses pengisian aluminium terutama mengontrol tekanan. Tekanan dikontrol dalam 100Kg/cm2, dan data meteran saat ini berada dalam 2-3A. Secara umum, 80-120Kg/cm2 dapat dibuang, dan kemudian dapat dipercepat secara perlahan. Selama produksi normal, kecepatan ekstrusi harus didasarkan pada tekanan kurang dari 120Kg/cm2;
7. Jika ditemukan penyumbatan, deviasi gigi, dan deviasi cepat dan lambat yang terlalu besar selama percobaan pencetakan atau produksi, mesin harus segera dihentikan dan cetakan harus dibongkar secara point-out untuk menghindari tergoresnya cetakan;
8. Saluran keluar harus tidak terhalang selama percobaan pencetakan atau produksi, dan penyangga atau perlengkapan bantalan harus dipegang dengan benar sesuai dengan situasi pelepasan. Hentikan segera ketika ditemukan situasi abnormal;
9. Selama proses pelurusan, perubahan sebelum dan sesudah harus diperiksa dengan cermat, pengoperasian harus terstandarisasi, gaya harus moderat, dan kualitas produk harus dilindungi dengan ketat;
10. Panjang yang wajar harus ditentukan sesuai dengan rencana produksi. Saat menggergaji, kecepatan pengumpanan gigi gergaji tidak boleh terlalu cepat agar ujungnya tidak terbentur, dan ujungnya harus dijepit dengan benar, serta gerinda dan gerinda harus dihilangkan;
11. Keranjang harus distandarisasi, termasuk penempatan strip bantalan yang wajar untuk menghindari kerusakan pada profil;
12. Suhu penuaan heat sink bersirip harus dikontrol pada 190±5 derajat, dan waktu insulasi harus 2.5-4 jam. Setelah keluar dari tungku, harus dilakukan pendinginan udara.
Tag populer: masukkan heat sink sirip, Cina, pemasok, produsen, pabrik, disesuaikan, grosir, beli, harga, sampel gratis